Wheat Sorting Machine
Wheat Sorting Machine
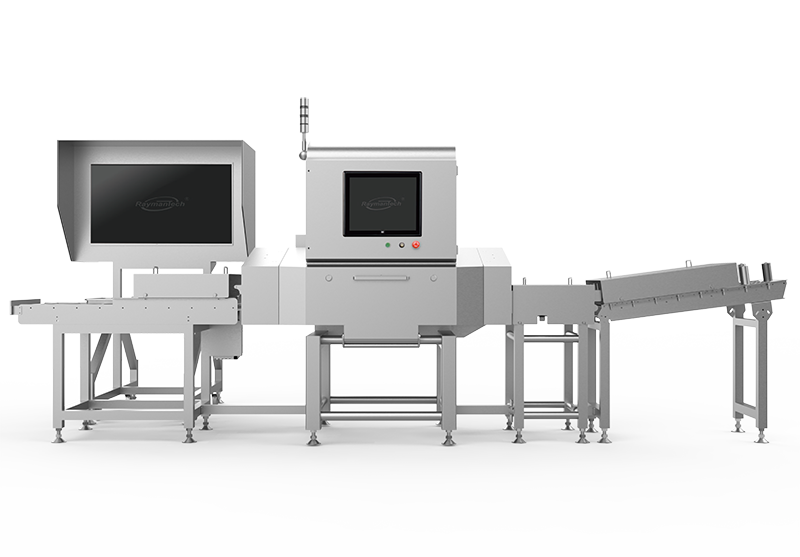
A wheat sorting machine is an advanced optical and mechanical system designed to automatically inspect and remove defective grains, foreign materials, and impurities from wheat streams to ensure superior quality, safety, and market value. Utilizing high-resolution cameras, near-infrared (NIR) spectroscopy, and laser sensors, these machines analyze each kernel in real-time for defects like discoloration, insect damage, shriveled grains, fungal infection (e.g., fusarium, ergot), and non-grain impurities such as stones, glass, metal fragments, straw, and seeds of other crops. Precision ejection systems, typically using compressed air nozzles, then remove the identified substandard particles at speeds exceeding those of manual sorting by several orders of magnitude. The core technology relies on sophisticated software algorithms that process thousands of images per second, making decisions based on pre-set quality parameters for color, shape, size, and biological composition. This technology is critical in modern grain processing mills, enhancing the efficiency of cleaning houses and directly impacting the final flour quality by reducing ash content, improving baking characteristics, and ensuring compliance with stringent international food safety standards regarding mycotoxin levels and foreign matter.
The adoption of wheat sorting machines is driven by compelling industry data and operational results. According to research and case studies from leading manufacturers like Bühler, Satake, and Key Technology, implementing optical sorters can achieve impurity removal rates exceeding 99% for certain defects, significantly reducing the risk of mycotoxin contamination, which is a major concern for global food security. For instance, sorters equipped with bi-spectral or tri-spectral cameras can detect aflatoxin or deoxynivalenol (DON) risk by identifying associated fungal damage. Capacity data shows modern sorters handle throughputs ranging from 3 to 15 tons per hour per channel, with multiple channels operating in parallel to meet large-scale mill demands. The return on investment is quantified through reduced labor costs, minimized product loss (with acceptance rates often above 99%), and the premium price commanded by high-purity wheat. Furthermore, global trade standards, such as those from the FDA or EU regulations, which limit foreign material to very low percentages (e.g., less than 0.05% for certain impurities), make this technology not just beneficial but essential for export-oriented suppliers. Industry reports indicate that pre-cleaning with traditional methods followed by optical sorting is the most effective workflow, potentially increasing overall mill yield by 1-3%, a significant figure given operational scales. The machines are integral to achieving consistent, high-grade wheat for milling, pasta production, and breakfast cereal manufacturing, directly linking technological precision to supply chain reliability and consumer safety.

.png)














User Comments
Service Experience Sharing from Real Customers
Robert Chen
Farm ManagerThis wheat sorting machine has revolutionized our harvest processing. The accuracy in removing impurities and defective grains is exceptional, significantly improving our final product quality and reducing manual labor costs.
Sarah Johnson
Quality Control SupervisorA reliable and efficient machine for our milling plant. The sorting precision is consistently high, ensuring only premium wheat enters our production line. It's sturdy and requires minimal maintenance, which is crucial for our continuous operations.
David Miller
Grain ExporterInvesting in this sorting machine was a game-changer for our business. The ability to consistently deliver sorted, high-grade wheat has strengthened our reputation with international buyers and allowed us to command better prices. The throughput speed is impressive.
Elena Rodriguez
Agricultural Research ScientistWe use this machine in our research station for seed selection and purity analysis. Its optical sorting technology is remarkably precise, allowing us to isolate specific grain characteristics with great accuracy. An invaluable tool for developing improved wheat varieties.