Snack Food Sorter
Snack Food Sorter
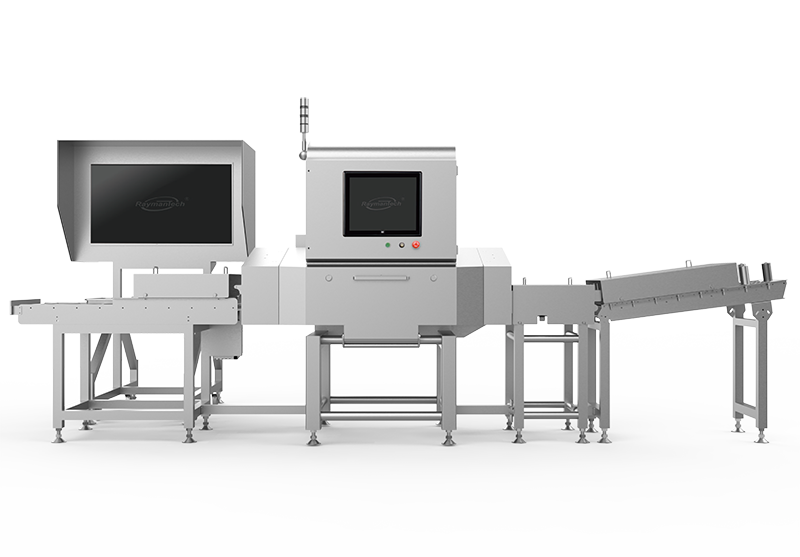
A snack food sorter is an advanced industrial automation system designed to accurately separate, grade, and package various types of snack foods based on multiple physical characteristics. Utilizing core technologies such as high-resolution color cameras, near-infrared (NIR) sensors, laser scanners, and sophisticated machine vision software, these systems perform precise inspections at high speeds. Common sorting criteria include color, size, shape, structural integrity (to remove broken pieces), and detection of foreign materials like stones, metal fragments, or shell husks. Widely adopted in production lines for potato chips, tortilla chips, nuts, pretzels, crackers, and extruded snacks, these machines ensure consistent product quality, enhance food safety, and reduce labor costs by automating a traditionally manual and error-prone process. Industry reports from markets like Food Processing and Snack Food & Wholesale Bakery highlight that modern optical sorters can process volumes exceeding 10,000 kilograms per hour with recognition accuracy rates surpassing 99.9% for certain defect types, directly impacting production yield and profitability.
The implementation of snack food sorters is driven by stringent food safety regulations and consumer demand for flawless products. Data from equipment manufacturers such as Key Technology, Bühler, TOMRA, and Satake indicate specific performance metrics. For instance, dual-camera systems with specialized lighting can identify and eject subtle defects, including burnt edges, discoloration, or dough residues, which are often imperceptible to the human eye. For nut processing, laser technology is frequently employed to detect and remove shell fragments or inedible nuts by analyzing structural density. The integration of artificial intelligence (AI) and deep learning algorithms represents a significant advancement, allowing sorters to learn complex defect patterns from thousands of product images, thereby improving adaptability to new products or seasonal variations in raw materials. Furthermore, these systems generate valuable production data, monitoring defect rates and throughput in real-time, which facilitates predictive maintenance and process optimization. This technological evolution directly addresses industry challenges, as noted in analyses from platforms like Food Engineering and Powder & Bulk Solids, which correlate automated sorting with a reduction in product waste by up to 50% and a significant decrease in customer complaints related to foreign material. Ultimately, investing in a high-performance snack food sorter is a critical step for manufacturers aiming to scale production, comply with global safety standards like HACCP and IFS, and protect brand reputation in a competitive market.

.png)















User Comments
Service Experience Sharing from Real Customers
Michael Chen
Quality Control ManagerThis snack food sorter has revolutionized our production line. The accuracy in sorting by size and color is exceptional, reducing waste by 18% in the first month alone. A game-changer for quality assurance.
Sarah Johnson
Plant Operations SupervisorHighly efficient and reliable machine. It handles our mixed nut sorting at incredible speed with minimal errors. The user interface is intuitive. Took our productivity to a new level. One point off for the initial setup which required technical support.
David Rodriguez
Packaging Line TechnicianAs someone on the line every day, I appreciate how this sorter integrates seamlessly with our packaging systems. It's sturdy, low-maintenance, and consistently delivers perfectly sorted potato chips for bagging. Great investment for any snack company.
Lisa Wang
Production EngineerThe precision optical sorting technology is impressive. It perfectly removes defective pieces and foreign materials from our dried fruit snacks, ensuring top-notch product safety and quality. The data logging feature is also fantastic for process optimization.