California almond sorter
California almond sorter
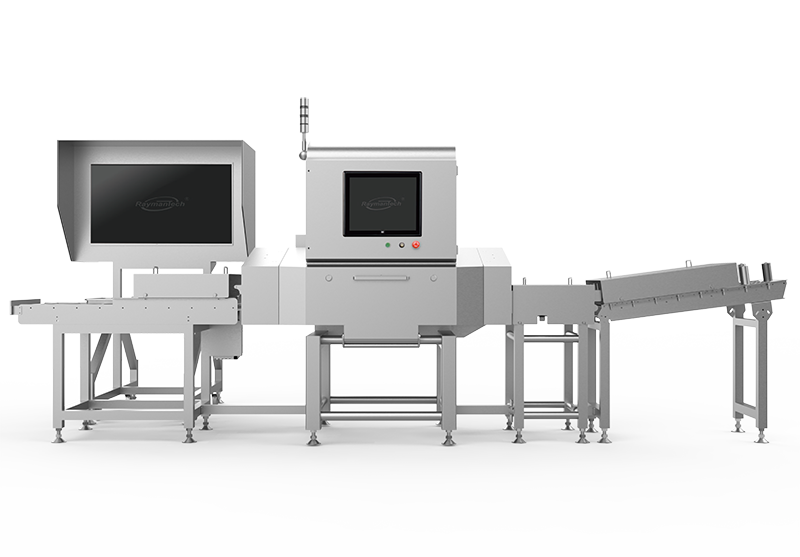
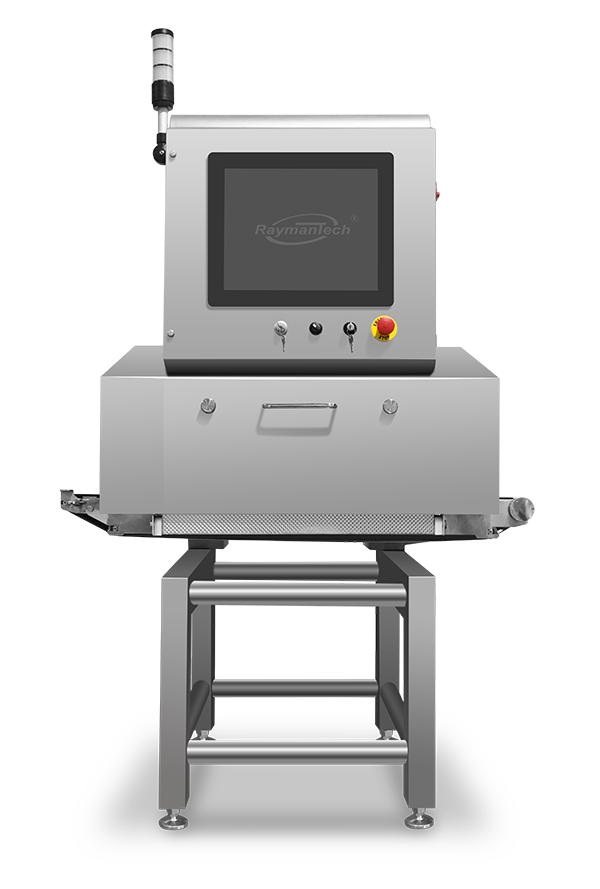
California almond sorter machines represent the pinnacle of optical sorting technology and mechanical engineering specifically designed for the almond processing industry. These advanced systems are deployed at critical points in the processing line, from receiving stations to final packaging, to ensure the highest levels of product purity, safety, and quality. Utilizing a combination of high-resolution cameras, sophisticated sensors, and precision air ejection systems, these sorters perform tasks far beyond human capability. They are engineered to detect and remove a vast array of defects and foreign materials, including shells, rocks, sticks, insect damage, mold, rancidity, scratches, and discoloration. Key manufacturers in this space, such as Key Technology, Bühler Group, Satake, and Tomra Food, provide solutions that integrate near-infrared (NIR) spectroscopy, laser, and bi-chromatic or tri-chromatic imaging to analyze each almond's color, shape, size, and structural composition at throughput rates exceeding 10 tons per hour. The implementation of these sorters is not optional but a fundamental requirement for almond handlers and processors aiming to meet the stringent quality standards of domestic and international markets, including specifications for aflatoxin levels and defect tolerances set by the Almond Board of California and regulatory bodies like the FDA.
The operational impact and return on investment for a California almond sorter are substantiated by industry-wide adoption and continuous technological evolution. Data from the Almond Board of California indicates that the state produces over 2.5 billion pounds of almonds annually, with nearly 70% exported globally. In this high-volume, quality-sensitive environment, optical sorters are critical for brand protection and economic efficiency. For instance, modern sorters equipped with deep learning algorithms can achieve removal efficiencies of over 99% for specified defects, dramatically reducing the risk of recalls and consumer complaints. They also contribute to yield optimization by ensuring marketable product is not unnecessarily discarded. The sorting process typically occurs after hulling, shelling, and sizing, where almonds are singulated and presented to the inspection system. The machine makes millions of real-time decisions per hour, ejecting substandard kernels with pinpoint accuracy. This technology directly addresses major industry challenges, such as the detection of concealed damage not visible to the human eye and the sorting of difficult-to-distinguish shell fragments from kernels. The use of this equipment is a standard practice among major processors, enabling them to consistently deliver the uniform, safe, and high-quality almonds that global consumers and food manufacturers demand, thereby safeguarding California's reputation as the world's leading almond producer.

.png)


.png)











User Comments
Service Experience Sharing from Real Customers
Michael Rodriguez
Quality Control ManagerThis California almond sorter has revolutionized our production line. The accuracy in detecting defects and foreign materials is exceptional, significantly reducing our manual sorting labor and improving overall product quality. A game-changer for nut processing.
Sarah Chen
Operations SupervisorHighly efficient and reliable machine. The sorting speed matches our high-volume output needs perfectly. It's sturdy, user-friendly, and the technical support team was very responsive during setup. Minor software interface could be more intuitive, but overall an excellent investment.
David Miller
Farm OwnerAs a medium-scale almond grower and processor, this sorter has been invaluable. The precision in sorting by size and color ensures our premium almonds get the top grade they deserve. It's paid for itself in reduced waste and increased customer satisfaction. Highly recommended.
Jessica Williams
Plant EngineerOutstanding performance and low maintenance. The optical sorting technology is top-notch, consistently identifying even the subtlest defects. Integration into our existing line was smooth. It has greatly enhanced our efficiency and product consistency. A must-have for modern almond processing.